






























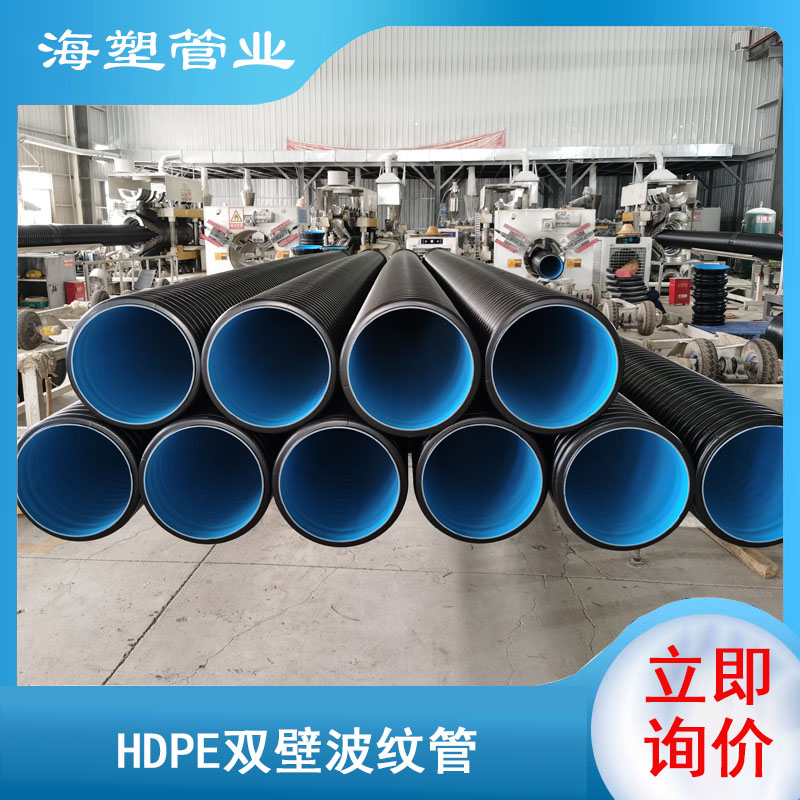
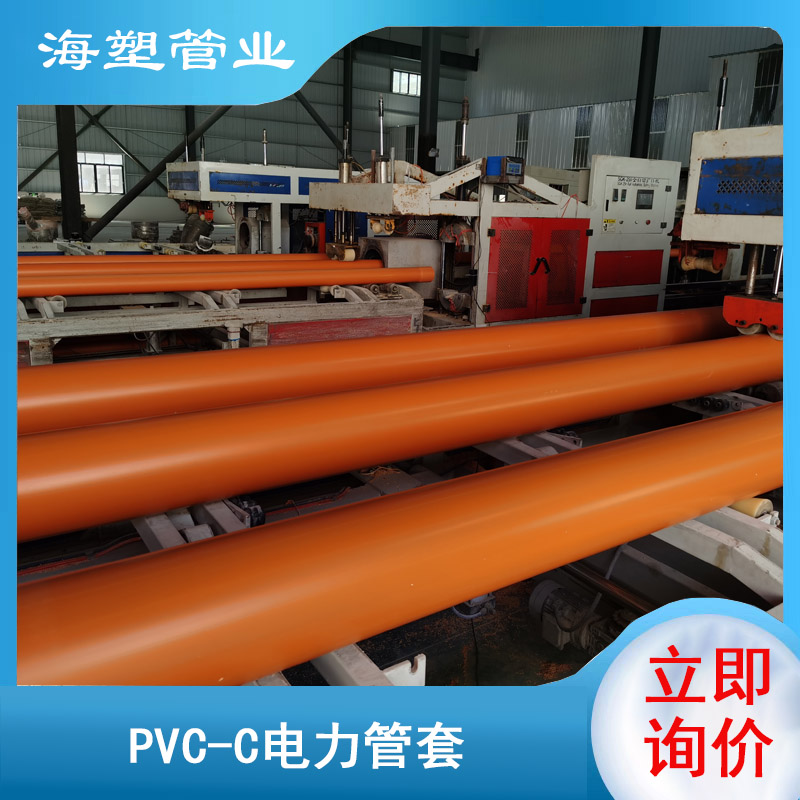
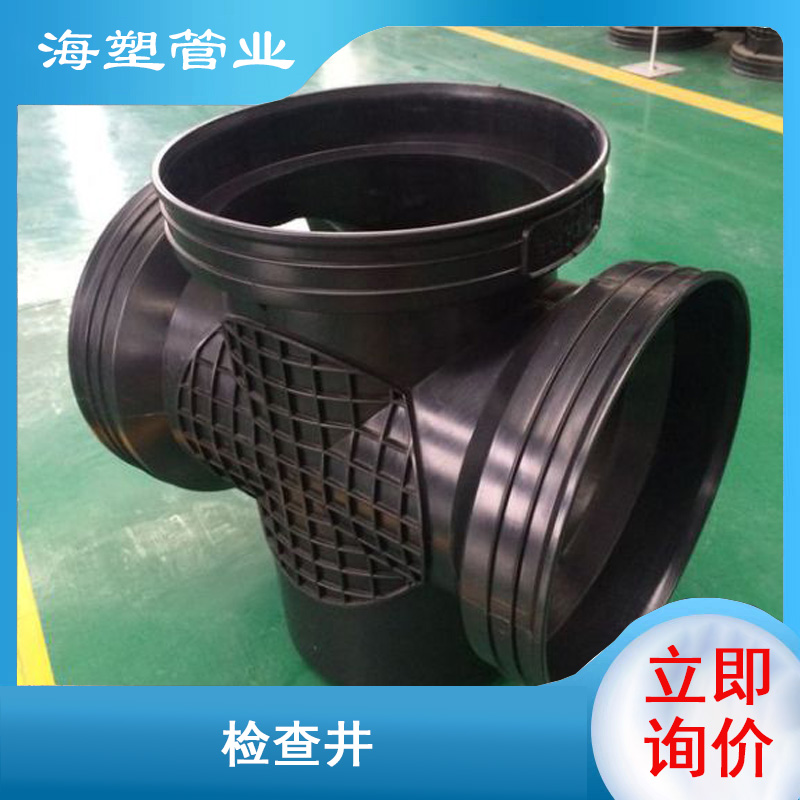
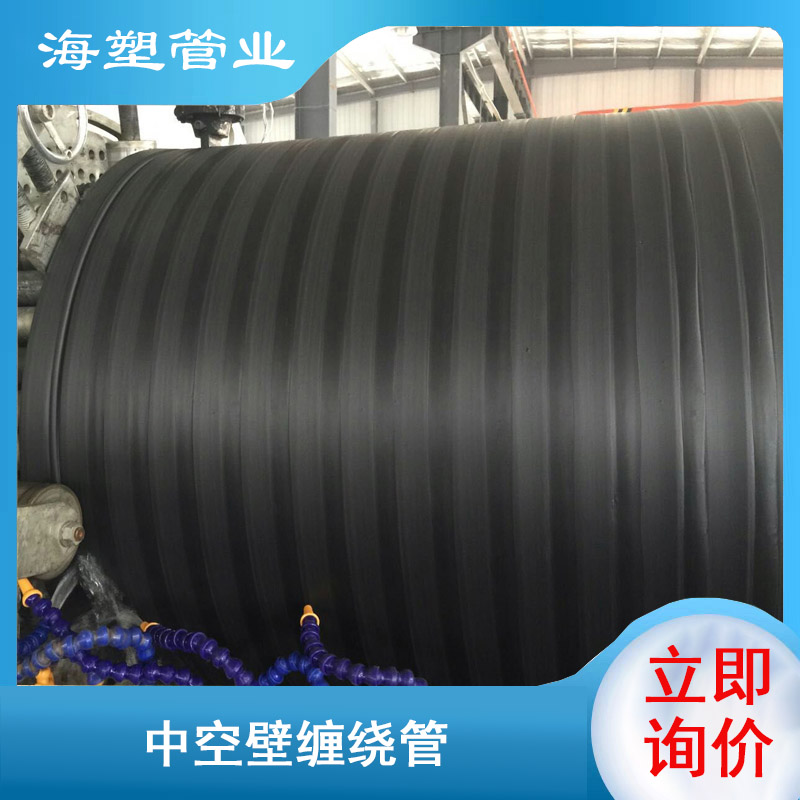
工程用管生产厂家
市政用管、灌溉用管、工程用管等塑料管道
15296482288
市政用管、灌溉用管、工程用管等塑料管道




厂家直销,没有中间商赚差价




13年生产制造经验,我们更专注


选择广西海塑管业的四大优势
要想品质好,就选海塑管
服务热线:15296482288
01实力厂家
02公司团队
03厂家直销
04售后服务
01
实力厂家13年广西塑胶管道生产制造经验
广西海塑管业有限公司是一家专注生产制造塑胶管道的现代化大型企业。总公司坐落于美丽的广西南宁,占地面积26000平方,项目总投资8000万元,云南分公司位于昆明市经济开发区,具备生产、检测能力
13年
制造经验
Manufacturing experience
26000㎡
工厂占地面积
Factory floor area
24小时
在线服务
Online service

02
公司团队拥有一批塑胶管道生产技术人员和高素质的管理人员
内容公司队伍方面我们不仅仅有生产技术人员,在高素质的管理人员也是安排到位,拥有售前售中售后团队。
13年
制造经验
Manufacturing experience
26000㎡
工厂占地面积
Factory floor area
24小时
在线服务
Online service

03
厂家直销塑胶管道厂家直销,没有中间商赚差价
我们是塑胶管道源头厂家,价格方面不经过大中小中间商,直接到经销商手中,从而减少运输成本和代理商的层层剥削,从而降低了产品的价格。
13年
制造经验
Manufacturing experience
26000㎡
工厂占地面积
Factory floor area
24小时
在线服务
Online service

04
售后服务我们拥有一批高素质的售后团队
分别建立了桂东、桂南服务中心,有一批专门的服务团队随时待命服务,帮助客户解决工程用管上的疑问。
13年
制造经验
Manufacturing experience
26000㎡
工厂占地面积
Factory floor area
24小时
在线服务
Online service





办公环境
Office environment
荣誉证书
Certificate of honor
领导关怀
Leadership care
企业文化建设
Enterprise culture construction



